Lavaggio di un cuscinetto volvente SKF a rulli conici effettuato con una lavatrice ad ultrasuoni SONICA
Recentemente, nelle mie pagine ho parlato spesso di lavaggio ad ultrasuoni senza spiegare in modo semplice come funziona realmente una lavatrice ad ultrasuoni. In questa breve articolo cercherò di spiegare in termini semplici che cosa sono gli ultrasuoni e come vengono applicati nel settore del lavaggio. Ho realizzato anche un breve video dimostrativo di come funziona il sistema, prendendo in esame un cuscinetto della ditta SKF spagnola dal quale doveva essere rimosso dell'olio di lubrificazione. 
La storia degli ultrasuoni
La storia degli ultrasuoni fa parte parte della storia della scienza dell'acustica. Una delle prime testimonianze risale ancora a Pitagora che nel VI secolo A.C. scoprì le diversità di suono emesse da differenti lunghezze di corde di strumenti musicali. Più tardi, nel 1638 anche Galileo, contribuì con i propri studi alla scienza dell'acustica. In seguito, un grande apporto fu dato da molti fisici e matematici che durante il 17° e 18° secolo fondarono le prime basi dello sviluppo della scienza acustica. Soltanto durante il 19° secolo ci furono due significativi sviluppi dei metodi di generazione degli ultrasuoni, il "magnetostrittivo" e quello "Piezoelettrico". Il primo fu scoperto da Joule e fù denominato Magnetostrizione, ossia quel fenomeno per mezzo del quale è possibile convertire energia magnetica in energia meccanica tramite il cambiamento di lunghezza di una sbarretta di nichel o altro materiale ferromagnetico al variare del campo magnetico nel quale questa sbarretta si trova. La magnetostrizione è un fenomeno riscontrabile solamente nei materiali ferromagnetici come l’oro, il nichel, il cobalto e le loro leghe. I principi della magnetostrizione sono basati su alcune proprietà magneto-meccaniche di questi materiali; tali materiali, posti in un campo magnetico, subiscono pertanto microscopiche distorsioni della struttura molecolare che causano una variazione della loro dimensione. Ponendo ad esempio una barra di materiale ferromagnetico in un campo magnetico orientato parallelamente alla direzione longitudinale della barra stessa, si verificano delle variazioni della lunghezza della barra. E' importante specificare che l’incremento della lunghezza della barra causato dalla magnetostrizione è molto modesto e che le frequenze ottenibili non arrivano oltre i 30 kHz. Il secondo fu scoperto dai fratelli Curie nel 1880 e denominato effetto Piezoelettrico, ossia quel fenomeno per mezzo del quale è possibile convertire energia elettrica in energia meccanica tramite la capacità presentata da determinati cristalli (cristalli piezo-elettrici) di subire variazioni dimensionali se sottoposti a una carica elettrica. Pertanto, queste deformazioni dei cristalli presenti in una ceramica piezoelettrica permettono di generare un'oscillazione meccanica a frequenze anche molto elevate. Queste due importanti scoperte suscitarono notevoli interessi nei ricercatori fin dalla Prima Guerra Mondiale per localizzare i sottomarini, ma i primi veri utilizzi nell'industria si svilupparono soltanto dall'inizio della Seconda Guerra Mondiale. Il rapido sviluppo nell'elettronica e nello sviluppo di materiali piezoceramici hanno reso possibile sviluppare sistemi sempre più sofisticati nel campo domestico, medicale, industriale e militare. L'utilizzo degli ultrasuoni non è limitato solamente all'essere umano, ma anche al mondo animale. Alcuni animali usano gli ultrasuoni per localizzare e identificare il cibo o gli ostacoli e per individuare pericoli (per esempio: pipistrelli, delfini, cani, eccetera).
Definizione di ultrasuoni
Con il termine ultrasuoni si definiscono onde elastiche la cui frequenza è maggiore del limite superiore di udibiltà per l'orecchio umano. Per onda elastica si intende un'onda che utilizza un mezzo materiale per propagarsi. Questo limite può essere approssimativamente fissato, essendo soggettivo e variabile con l'età, tra i 16 e i 20 KHz (1 KHz=1000 oscillazioni al secondo). Il limite superiore di frequenza degli ultrasuoni può essere posto a 10^9 Hz (1.000.000.000 di oscillazioni al secondo). Le principali caratteristiche delle onde elastiche ultrasonore sono le seguenti: 1. le onde ultrasonore, avendo una lunghezza d'onda ridotta e quindi una frequenza elevata, si propagano per fasci rettilinei con modalità e condizioni similari ai fasci luminosi; 2. l'intensità della radiazione ultrasonora è molto maggiore che alle frequenze udibili, poichè l'intensità I (W/cm²) è proporzionale al quadrato della frequenza. E' importante prendere in considerazione il mezzo di propagazione delle onde elastiche poichè ogni materiale presenta differenti indici di assorbimento. Avremo infatti un'ottima propagazione nei mezzi solidi o nei liquidi e una cattiva propagazione nei gas ( es. aria), soprattutto a frequenze elevate. Poichè le onde ultrasonore si propagano con grande facilità nei mezzi liquidi, già durante la Seconda Guerra Mondiale, si incominciò a studiare e a sviluppare l'utilizzo degli ultrasuoni come mezzo per produrre un'elevata energia meccanica all'interno di un mezzo liquido (detergente) con il conseguente effetto di pulizia immediata su svariati tipi di materiali. Oggi, le industrie hanno perfezionato trasduttori ultrasonici di potenza capaci di trasmettere al liquido notevoli energie ultrasoniche in grado di generare all'interno di un liquido fenomeni di cavitazione ultrasonora molto elevati. Generalmente una lavatrice a ultrasuoni è composta da un generatore elettronico di ultrasuoni che produce un segnale continuo o impulsato a una frequenza compresa tra i 20 e i 60 Khz, pilotando uno o più trasduttori piezoelettrici i quali trasformano il segnale elettrico in una vibrazione meccanica compresa tra le 20.000 e le 60.000 oscillazioni al secondo. Questa micro oscillazione meccanica, emessa dal trasduttore di potenza ultrasonoro, viene trasferita alla vasca in acciaio per mezzo di un bonding speciale e, conseguentemente, al mezzo liquido contenuto nella vasca. Queste oscillazioni nel mezzo liquido sono create da onde di pressione e depressione acustica che, a causa della loro elevata potenza, fanno oscillare le microbolle di gas disciolte nel liquido. Quando le microbolle durante la fase di compressione raggiungono il loro raggio minimo consentito, implodono improvvisamente, generando così un'enorme energia d'urto tra il liquido detergente e la superficie da pulire. Questo fenomeno di implosione rapido è chiamato "cavitazione ultrasonora". Per fare un esempio pratico potremmo paragonare una "microbolla" ad un palloncino gonfio di aria mentre vine compresso tra le nostre mani (fase di compressione acustica). Il palloncino ovviamente si deformerà a tal punto da esplodere improvvisamente rilasciando una grande energia d'urto sulle nostre mani e a tutto ciò che sta nelle immediate vicinanze. Provate ad immaginare questo effetto moltiplicato 40.000 volte al secondo per milioni di microbollicine. Le onde d'urto generate durante la cavitazione, pertanto raggiungono ogni parte di superficie di un solido immerso durante il processo di lavaggio. Spazzolano la superficie togliendo ogni particella di sporco o materiale da rimuovere. Per ottenere l'effetto di cavitazione all'interno del liquido, è necessario raggiungere un livello di intensità sonora minimo richiesto. Questo livello minimo è correlato alla frequenza di funzionamento della nostra lavatrice ad ultrasuoni. Alcune case produttrici prediligono utilizzare frequenze di lavoro intorno ai 20 kHz, altri a 35, 40, 45 kHz o ancora maggiori. A frequenze basse è necessario fornire più energia sonora mentre a frequenze più alte è sufficiente fornire minore potenza. Pertanto, la cavitazione ultrasonora a 20 kHz avrà un'energia più elevata rispetto a quella a 40 kHz ma la distribuizione di cavità per unità di volume e la metà. Pertanto per pulizie energiche e grossolane si preferisce una frequenza bassa mentre per pulizie fini e molto accurate si predilige una frequenza più alta (in genere 40-45 kHz). Gli effetti di cavitazione estremamente intensa (20khz) possono danneggiare alcuni materiali e quindi non sono indicate per alcune applicazioni (esempio: lavaggio di strumentazione chirurgica, lavaggio di protesi e corone, circuiti elettronici eccetera) e soprattutto possono infastidire l'operatore durante il loro funzionamento poichè si avvicinano molto alla frequenza dell'udito umano. Le lavatrici funzionanti al di sopra dei 40 kHz hanno il vantaggio di essere meno rumorose poichè la loro frequenza di funzionamento è assai più lontana da quella udibile e generano una cavitazione molto più fine e, quindi, meno dannosa per le superfici delicate da trattare per il lavaggio.
La cavitazione ultrasonora
La cavitazione ultrasonora è il fenomeno mediante il quale è possibile comprendere il principio del lavaggio ad ultrasuoni. In un mezzo liquido, le onde ultrasonore generate da un apposito generatore elettronico ultrasonoro e da un particolare trasduttore montato opportunamente sotto il fondo di una vasca in acciaio inox, generano onde di compressione e depressione ad altissima velocità. Questa velocità è dipendente dalla frequenza di lavoro del generatore ad ultrasuoni. Generalmente essi lavorano ad una frequenza compresa tra i 28 e i 50 Khz. Le onde di pressione e depressione nel liquido originano il fenomeno chiamato "cavitazione ultrasonora". Tensione superficiale, viscosità e pressione di vapore Per meglio comprendere il fenomeno,dobbiamo richiamare alla nostra attenzione alcuni concetti fondamentali quali la "tensione superficiale" la "viscosità" e la "tensione o pressione di vapore". I liquidi infatti sono caratterizzati dal fatto che le particelle hanno una possibilità di movimento assai più grande che nei solidi, pur essendo soggette a forze di attrazione assai superiori a quelle esistenti nei gas. In particolare l'acqua è un liquido molecolare, evapora a tutte le temperature ma bolle ad una temperatura ben definita, ossia alla "temperatura di ebollizione" che per l'acqua distillata è di 100 gradi centigradi alla quale la pressione di vapore raggiunge il valore di 1 atmosfera.
La formazione di cavità e il fenomeno dell'implosione
"cavitazione nelle vasche ad ultrasuoni"
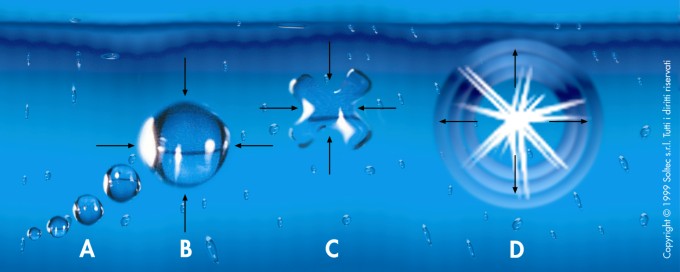 Fig. 1 Fenomeno di Cavitazione ultrasonora Che cosa succede allora quando sottoponiamo un certo quantitativo di acqua a temperatura ambiente ad un intenso campo ultrasonoro? Durante la fase di depressione (vedi fig. 1 fase A) si crea all'interno del liquido una moltitudine di bollicine di gas che si ingrandiscono fintantochè dura la fase di depressione acustica (pressione negativa). Questa formazione di bollicine microscopiche di gas è l'inizio della cavitazione (ossia formazione di cavità gassose all'interno del liquido). Durante la seconda fase di compressione ultrasonora ( vedi Fig. 1 Fase B), l'enorme pressione esercitata sulla bollicina appena espansa, comprime la stessa aumentando enormemente la temperatura del gas ivi contenuta (vedi Fig. 1 fase C) fintantochè la bollicina collassa su se stessa implodendo con conseguente enorme rilascio di energia d'urto (vedi Fig. 1 fase D). L'energia d'urto provocata dall'implosione della bollicina di gas, colpisce la superficie dell'oggetto da pulire interagendo sia fisicamente che chimicamente. Fisicamente avremo un fenomeno di "microspazzolatura" ad altissima frequenza (circa 50.000 volte al secondo per una macchina che funziona a 50 Khz) e chimicamente con l'effetto detergente della sostanza chimica presente nel detergente del bagno ad ultrasuoni.
Fig. 1 Fenomeno di Cavitazione ultrasonora Che cosa succede allora quando sottoponiamo un certo quantitativo di acqua a temperatura ambiente ad un intenso campo ultrasonoro? Durante la fase di depressione (vedi fig. 1 fase A) si crea all'interno del liquido una moltitudine di bollicine di gas che si ingrandiscono fintantochè dura la fase di depressione acustica (pressione negativa). Questa formazione di bollicine microscopiche di gas è l'inizio della cavitazione (ossia formazione di cavità gassose all'interno del liquido). Durante la seconda fase di compressione ultrasonora ( vedi Fig. 1 Fase B), l'enorme pressione esercitata sulla bollicina appena espansa, comprime la stessa aumentando enormemente la temperatura del gas ivi contenuta (vedi Fig. 1 fase C) fintantochè la bollicina collassa su se stessa implodendo con conseguente enorme rilascio di energia d'urto (vedi Fig. 1 fase D). L'energia d'urto provocata dall'implosione della bollicina di gas, colpisce la superficie dell'oggetto da pulire interagendo sia fisicamente che chimicamente. Fisicamente avremo un fenomeno di "microspazzolatura" ad altissima frequenza (circa 50.000 volte al secondo per una macchina che funziona a 50 Khz) e chimicamente con l'effetto detergente della sostanza chimica presente nel detergente del bagno ad ultrasuoni.
La scelta del tipo di detergente e la temperatura di lavoro
Come potremo notare è di fondamentale importanza considerare anche l'aspetto chimico-fisico del tipo di detergente che si utilizza in una lavatrice ad ultrasuoni. Nella scelta di una lavatrice ad ultrasuoni e nel detergente, molti sono i parametri da tenere in considerazione. Primo tra tutti è il tipo sostanza da rimuovere dall'oggetto sporco e di conseguenze scegliere il tipo di sostanza chimica che possa aggredire il contaminante. Chiaramente, la sostanza chimica (detergente) utilizzata per poter cavitare con efficienza, dovrà essere una soluzione acquosa possibilmente con alta pressione di vapore, con una bassa tensione superficiale ed essere utilizzata ad una temperatura di lavoro intorno ai 50°- 60° C. La temperatura della soluzione acquosa in un bagno di lavaggio ad ultrasuoni è molto importante; infatti l'intensità di cavitazione varia con il variare della temperatura. L'intensità di cavitazione aumenta all'aumentare della temperatura, fino a circa 70°C per poi diminuire e cessare completamente alla temperatura di ebollizione del liquido. Un altro parametro importante da considerare è la pressione di vapore della soluzione detergente utilizzata. Per pressione o tensione di vapore si intende il seguente concetto: se consideriamo un liquido in un recipiente chiuso e termostatato, le molecole superficiali che hanno energia sufficiente passano allo stato di vapore e si dispongono nello spazio disponibile sovrastante il liquido. Occasionalmente alcune molecole di vapore ritornano allo stato liquido fintantochè quando si raggiunge lo stato di equilibrio del sistema, a temperatura costante, la velocità di evaporazione eguaglia quella di condensazione. La pressione esercitata dalle molecole di vapore, in queste condizioni , si definisce tensione di vapore. Il suo valore non dipende dalla quantità di liquido presente ma solo dalla temperatura. Perciò se un liquido viene riscaldato, la tensione di vapore aumenta con la temperatura e quando la tensione di vapore eguaglia la pressione esterna avviene il fenomeno dell'ebollizione. Ogni liquido perciò avrà una propria pressione di vapore e una differente temperatura di ebollizione. Per esempio l'alcool etilico avrà una pressione di vapore molto superiore a quella dell'acqua alla stessa temperatura. L'alcool etilico bolle a 78°C e alla temperatura di ebollizione avrà una pressione di vapore di 1 atm, mentre l'acqua bolle a 100 °C con una pressione di vapore di 1 atm. Per temperatura normale di ebollizione si definisce la temperatura alla quale la tensione di vapore del liquido eguaglia la pressione di 1 atm. Comprendere in modo corretto il concetto di pressione di vapore è importante in quanto esso gioca un ruolo predominante nel processo di cavitazione. Infatti l'energia richiesta per formare una bolla di cavitazione è proporzionale sia alla pressione di vapore del liquido e del valore di tensione superficiale. La cavitazione è difficoltosa quando la pressione di vapore del liquido è bassa (acqua fredda). Per contro le bolle di cavitazione implodono con energia più grande, ma tuttavia dobbiamo alzare molto la potenza applicata per raggiungere il livello di soglia minimo di cavitazione. Pertanto il risultato generalmente si riduce in una minore formazione di bolle e un minor numero di implosioni. Per esempio un aumento della temperatura del liquido, innalza la pressione di vapore dello stesso rendendo più facile la cavitazione vaporosa. Quindi un alto valore di pressione di vapore abbassa la soglia minima di cavitazione, creando molte più bolle che collassano implodendo con un'energia più bassa in quanto la differenza tra pressione interna ed esterna è più piccola. Anche la viscosià del liquido è da tenere in considerazione. Valori alti di viscosità impediscono la cavitazione, mentre bassi valori di viscosità permettono la diffusione delle onde ultrasonore e quindi la formazione di bolle di cavitazione. Analogamente liquidi con alti e bassi valori di tensione superficiali si comportano allo stesso modo di quelli con alto o basso valore di viscosità sopra descritti.
Il sistema "sweep system". La tecnologia e i vantaggi
Altri parametri importanti per ottenere buoni livelli di cavitazione in un liquido sono la frequenza del generatore ad ultrasuoni, la potenza, l'impiego del generatore del tipo "SWEEP SYSTEM" ed infine il tipo di trasduttore impiegato. La frequenza del generatore ad ultrasuoni è importante in quanto determina la dimensione della bollicina di gas all'interno del liquido sottoposto a sonificazione ultrasonora. Maggiore è la frequenza del generatore e minore è la dimensione (raggio) della bollicina di cavitazione che viene generata, al contrario, minore è la frequenza e maggiore sarà la dimensione (raggio) della bollicina. E' chiaro che, una bollicina più grande avrà bisogno di un'energia maggiore per implodere e di conseguenza avrà anche una maggiore energia d'urto, mentre una bollicina più piccola necessita di un'energia minore per implodere e di conseguenza possiede un'energia d'urto inferiore. Ma allora qual'è il vantaggio nell'utilizzare sistemi di lavaggio ad ultrasuoni con frequenze alte? Le frequenze alte permettono di generare nell'unità di tempo molte più bollicine, permettendo una migliore distribuzione di cavitazione per unità di superficie. Ad esempio,in un sistema a 40 Khz, la distanza tra i nodi e gli antinodi(o ventri) dell'onda acustica, è praticamente doppia rispetto a quella generata dai sistemi a 20 Khz. Pertanto, i sistemi a 40 Khz, generano nell'unità di tempo molte più bollicine e soprattutto di dimensioni minori, permettendo di raggiungere punti anche molto piccoli per unità di superficie. Per fare un'esempio pratico, possiamo paragonare la cavitazione fine ad alta frequenza ad una carta smeriglio a grana molto fine mentre quella a bassa frequenza, ad una carta smeriglio a grana molto grossa. Lo scopo della carta smeriglio è quello di smerigliare, ma è evidente che si possono ottenere risultati assai differenti a seconda che si utilizzi un tipo a grana fine oppure grossa. Il tipo di generatore utilizzato, può essere del tipo piezoelettrico o magnetostrittivo. Generalmente, vengono utilizzati i trasduttori di tipo piezoelettrico in quanto è possibile progettare trasduttori con frequenze molto più elevate rispetto a quelli di tipo magnetostrittivo. I trasduttori magnetostrittivi ad alta potenza solitamente non superano i 22-30 Khz. Infine, l'impiego di un generatore del tipo "SWEEP SYSTEM" permette di migliorare ulteriormente la distribuzione della cavitazione ultrasonora. Infatti, la frequenza del generatore, è modulata intorno ad una frequenza centrale, con variazioni di più o meno 1 Khz. Per esempio un trasduttore pilotato a 40 Khz oscillerà ad un frequenza compresa tra i 39 e i 41 Khz. Questa variazione di frequenza impedisce il formarsi all'interno del liquido delle cosìdette "onde stazionarie" che possono generare fenomeni di interferenza acustica quando due (o più) treni d'onda si incrociano in una data regione dello spazio. Il sistema "SWEEP", pertanto, diminuisce i tempi di pulitura, previene il danneggiamento delle parti delicate, incrementa notevolmente la distribuzione della cavitazione ultrasonora e ne facilita il processo nei liquidi che cavitano con difficoltà. Generalmente, il sistema "SWEEP" viene impiegato nei sistemi di lavaggio industriali e molto professionali, ma oggi alcune aziende produttrici, incominciano a fornirlo anche sulle lavatrici ad ultrasuoni di piccole dimensioni.
Poprietà reologiche del detergente per il lavaggio a ultrasuoni
Le caratteristiche del detergente giocano un ruolo fondamentale nel processo di lavaggio. Infatti è necessario scegliere la compatibiltà chimica del detergente con i materiali, che devono essere puliti, e il tipo di sporco che deve essere rimosso. È importante utilizzare soluzioni detergenti specifiche per ultrasuoni raccomandate dal fabbricante in quanto presentano caratteristiche specifiche per un'ottima propagazione delle onde ultrasonore e consentono di rendere molto breve il processo di pulitura. Inoltre è sempre raccomandabile sostituire spesso il detergente saturo di sostanze di rifiuto e sostituirlo con detergente nuovo; in questo modo è possibile ripristinare il corretto valore di cavitazione e la corretta azione chimica della soluzione. È consigliabile utilizzare sostanze detergenti neutre in quanto esse non intaccano la vasca in acciaio dell'apparecchio e non intaccano le superfici che devono essere pulite. È necessario fare molta attenzione a non versare direttamente nella vasca sostanze acide o comunque corrosive poichè esse possono danneggiare irreparabilmente l'apparecchiatura. Anche gli acciai più resistenti vengono erosi dalla reazione fisico-chimica (cavitazione+acido). Nel campo odontoiatrico vengono utilizzate spesso soluzioni detergenti disinfettanti per la disinfezione dello strumentario in generale, ma bisogna assicurarsi, prima di versare nella vasca, che siano perfettamente compatibili con il materiale da trattare (per esempio sono da evitare quelle sostanze a base di ipoclorito di sodio in quanto sviluppano cloro ossidando fortemente i metalli).
Per maggiori informazioni sui detergenti per ultrasuoni
Altri parametri fondamentali per ottenere un eccellente risultato nella pulitura con ultrasuoni sono la dimensione, la configurazione e la capacità della vasca. Essi devono permettere di accogliere nel miglior modo possibile gli oggetti in sufficiente quantità alle proprie esigenze. Ovviamente ogni applicazione individuale di lavaggio ha le proprie variabili quali la quantità, l'orientamento e la geometria degli oggetti da pulire. È spesso sconsigliabile porre in modo disordinato gli oggetti direttamente sul fondo della vasca e riempirla oltre il limite indicato dal fabbricante, in quanto non si otterrebbero gli effetti desiderati. È invece preferibile disporre sempre gli oggetti in modo razionale sul fondo di un cestello appositamente realizzato per l'apparecchiatura in modo tale che essi vengano uniformemente investiti dalle onde ultrasonore.
 Il cuscinetto prima del lavaggio.
Il cuscinetto prima del lavaggio.
 Particolare del cuscinetto durante il lavaggio nella vasca ad ultrasuoni
Particolare del cuscinetto durante il lavaggio nella vasca ad ultrasuoni
 Particolare dei rulli (che costituiscono i "corpi volventi") nella gabbia conica dopo il lavaggio in ultrasuoni.
Particolare dei rulli (che costituiscono i "corpi volventi") nella gabbia conica dopo il lavaggio in ultrasuoni.